



Forged Blocks for Oil & Gas Components (4130 / 4140)
- Materials: 4130 / 4140
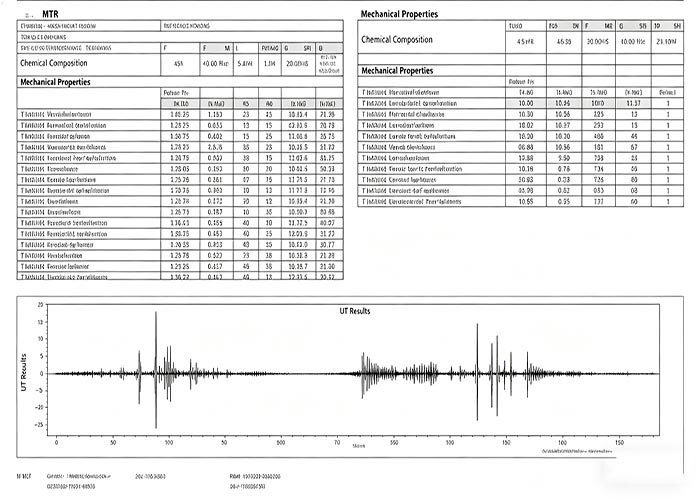
- Focus: purity & toughness under pressure

H13 Forged Blocks for Tooling and Die Manufacturing
- Problem: transverse impact toughness
- Solution: ESR (Electroslag Remelting) + controlled forging

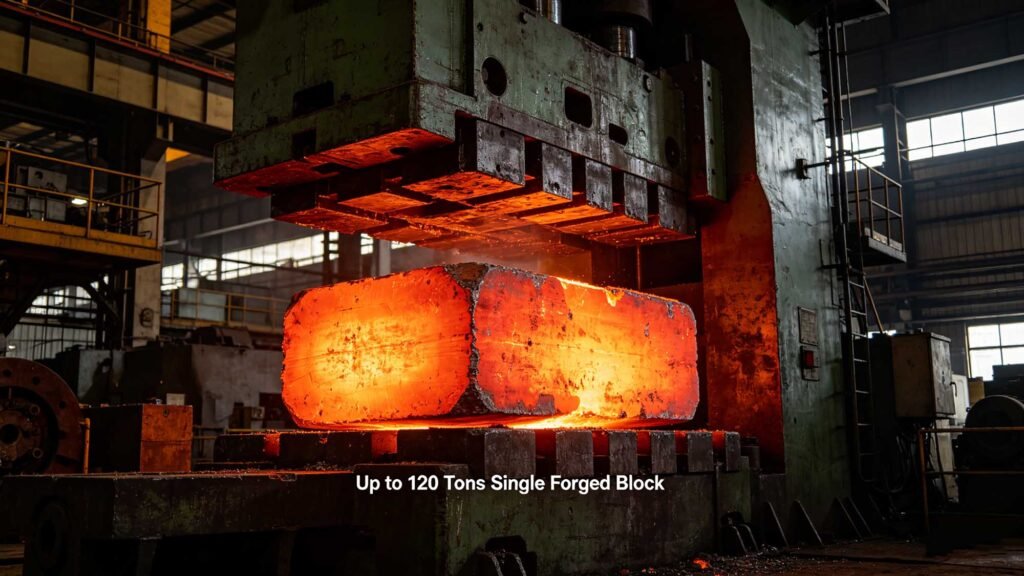
Large Forged Blocks for Heavy Machinery and Press Frames
- Materials: S355 / Q345
- Weight: up to 120 tons
Focus:
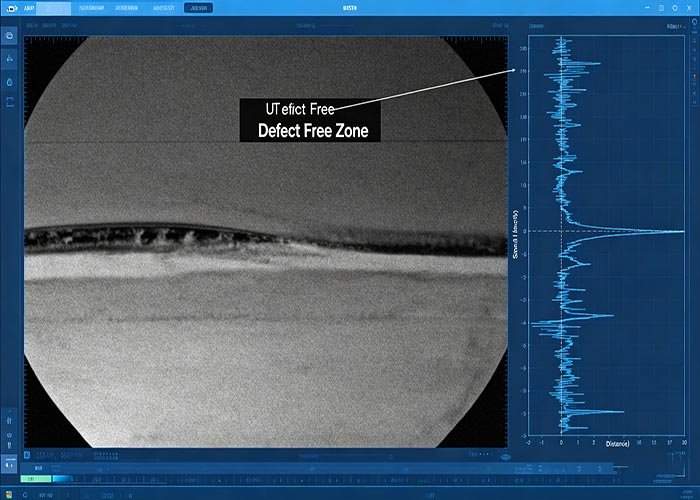
- uniform internal structure
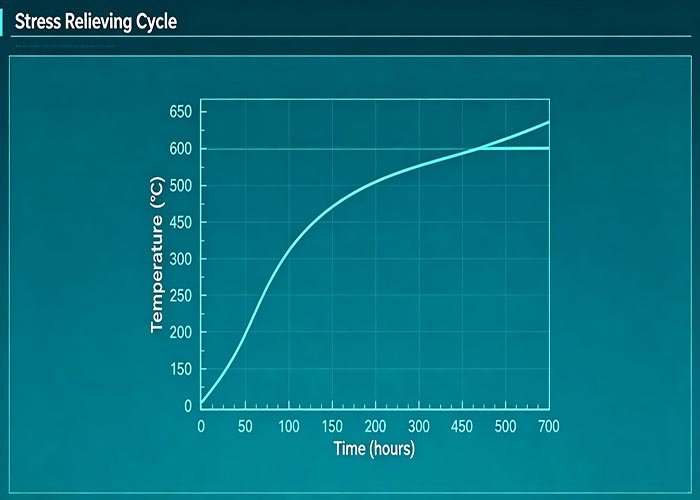
- minimized residual stress

