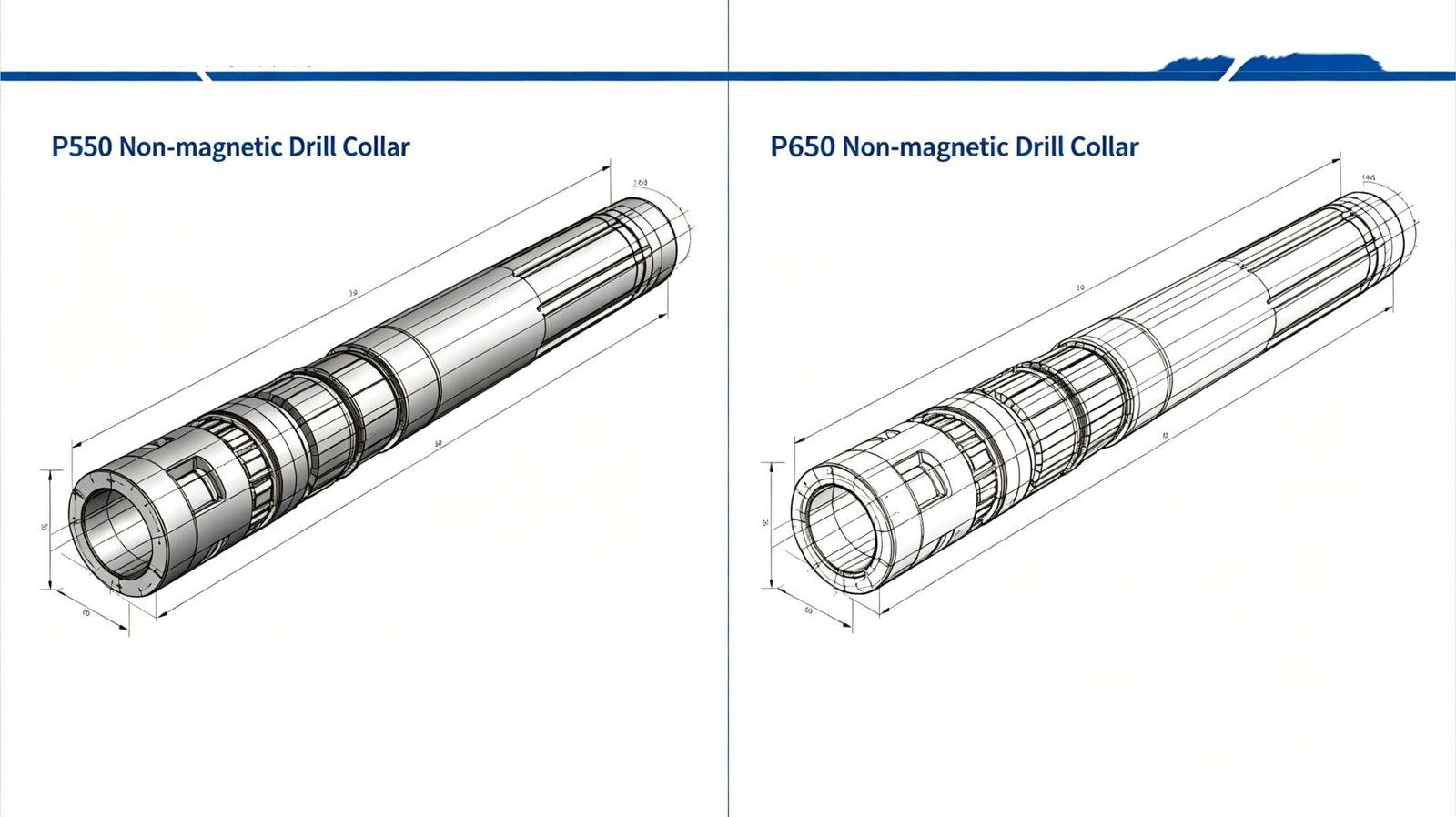
Typical Dimensional Range of Common Large-Diameter Steel Pipes:
- Outer diameter: 114 mm – 1440 mm
- Wall thickness: 4 mm – 30 mm
- Length: Can be produced to customer-specified fixed lengths or variable lengths
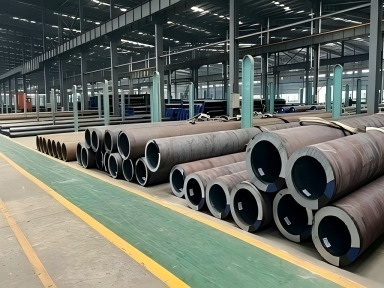
Large-diameter steel pipes are widely used across energy, electronics, automotive, and light industry sectors. They are also employed as oil well pipes and oil pipelines in the petroleum industry, particularly for offshore oilfields, as well as in chemical coking equipment (oil heaters and condensers), coal distillation oil exchangers, trestle piles, mine roadway support pipes, and other applications.
Main Processing Methods for Large-Diameter Steel Pipes:
A. Forging
Forging is a pressure processing method that uses the reciprocal impact force of a forging hammer or the pressure of a press to shape the billet into the desired form and dimensions.
Production process for large-diameter forged pipes mainly includes the following seven core steps:
- Material preparation and inspection
High-quality steel ingots or continuous cast billets, such as 42CrMo4, AISI 4130, AISI 4145, 4330V, are selected according to the target performance. Chemical composition and internal defects are inspected. - Billet heating
Steel billets are sent to a heating furnace for staged temperature elevation. - Hot forging forming
Upsetting (Heading): Compressing the heated billet to reduce height, increase cross-section, and eliminate some casting defects.- Piercing: A mandrel pierces a central hole in the upset billet to form a hollow pipe billet.
- Mandrel expansion and elongation: The pipe billet wall is thinned and lengthened using methods such as rotary piercer expansion and mandrel drawing. Production methods include:
- Open-die forging: Typically uses 3000–5000-ton hydraulic presses, flexible for small-batch, single-piece production.
- Radial forging: Four symmetrically arranged hammers perform high-frequency, precise forging, enabling high-precision control, especially suitable for high-alloy steel pipes.
- Combined forging-rolling: Billets are first forged, then rolled, balancing forging densification with dimensional accuracy.
- Final forging temperature control: The temperature must not fall below the required final forging temperature (usually ≥850°C) to avoid cracking.
- Heat Treatment
Precise control of heating and cooling eliminates internal stresses and refines grain size to achieve the desired mechanical properties. - Precision machining
CNC machining is applied to achieve required tolerances in inner/outer diameters, length, and surface roughness. - Quality inspection
Mechanical testing (tensile, impact, hardness), non-destructive testing (ultrasonic, magnetic particle, penetrant), and dimensional verification ensure product compliance. - Final inspection and storage
Qualified finished products undergo appearance check, cleaning, anti-rust treatment, marking, and storage.
B. Extrusion
Extrusion involves placing metal into a closed extrusion container and applying pressure at one end to force the metal through a die, producing a product of uniform shape and dimensions. This method is often used for non-ferrous metal pipes.
C. Rolling
Rolling is a pressure processing method in which metal billets pass between rotating rolls of various shapes. The compression reduces cross-section and increases length.
D. Drawing
Drawing involves pulling rolled metal billets (profiles, pipes, or other products) through a die to reduce cross-section and increase length, commonly used in cold working.
Large-diameter steel pipes are primarily produced by reducing the diameter of hollow billets without a mandrel and by continuous rolling. To produce seamless steel pipes while maintaining the integrity of spiral-welded pipes, the entire spiral-welded pipe is heated above 950°C and rolled on a stretch-reducing mill into various specifications.
Standards for deviations in large-diameter steel pipe production:
- Length tolerance: For fixed-length delivery, the length deviation shall not exceed +50 mm.
- Straightness and end condition: The straightness deviation of pipes shall not affect normal use, with total bending not exceeding 40% of the pipe length. Pipe ends should be cut straight, and local deformation must not affect usage.
- Length specifications: Pipes are usually delivered to fixed lengths as agreed in the contract. When delivered in coiled form, each coil is considered as one pipe, and up to 5% of coils per batch may comprise two pipes. Coil weight and diameter are agreed upon by supplier and buyer.
Forming methods for large-diameter steel pipes:
- Hot push-expansion method: Utilizes expansion equipment. Features include simple structure, low cost, easy maintenance, durability, and flexibility in producing different product specifications. Suitable for manufacturing medium-to-thin-walled large-diameter pipes and pipes within the equipment’s rated capacity.
- Hot extrusion method: In this common forming method, pre-machined and pre-treated billets are placed in a sealed extrusion container. High pressure at one end forces the metal through a die, producing pipe with cross-section matching the die. Ideal for medium-diameter, thick-walled pipes of stainless steel, alloy steel, and other materials requiring high dimensional accuracy and surface quality.
- Hot piercing and rolling method: Includes longitudinal and transverse rolling.